 Solvent recovery is a crucial aspect of the extraction process, directly impacting the efficiency, cost-effectiveness, and environmental footprint of your operations. During extraction, solvents dissolve and separate the desired compounds from the raw botanical material. Efficient solvent recovery ensures that these solvents are reused and recycled, reducing waste and operational costs.
Solvent recovery is a crucial aspect of the extraction process, directly impacting the efficiency, cost-effectiveness, and environmental footprint of your operations. During extraction, solvents dissolve and separate the desired compounds from the raw botanical material. Efficient solvent recovery ensures that these solvents are reused and recycled, reducing waste and operational costs.
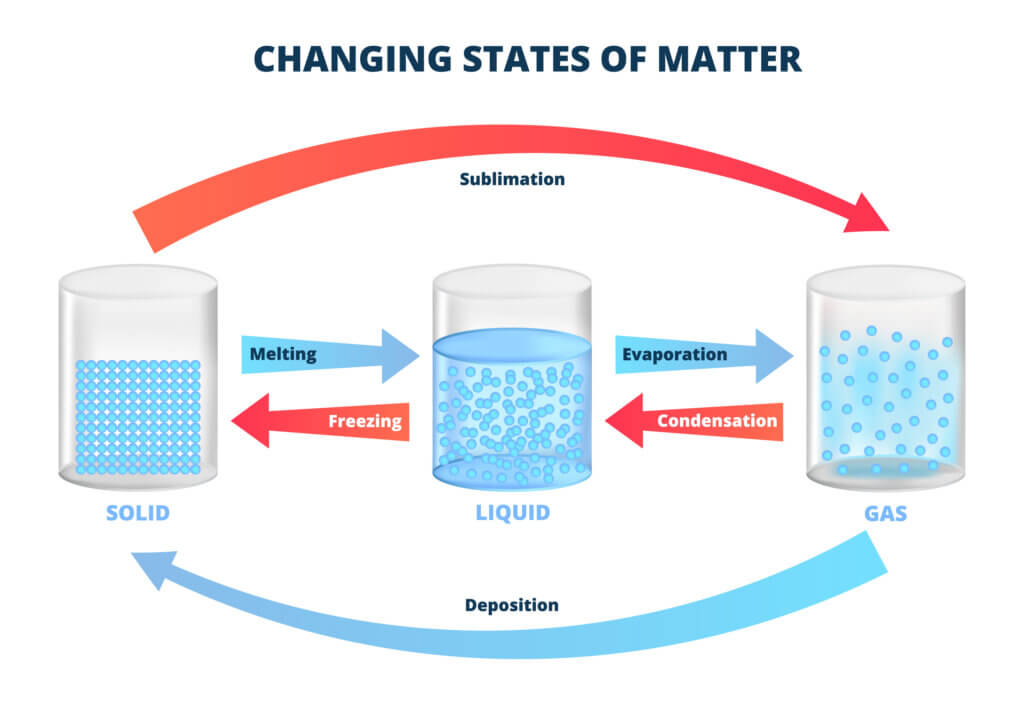
Extraction chillers play a vital role in solvent recovery by maintaining the necessary temperatures for condensing and subcooling the recovered solvents. By providing precise and consistent cooling, our chillers ensure that the maximum amount of solvent is recovered, minimizing losses and maximizing the overall efficiency of the extraction process.
At AG-Optimists, our extraction chillers are designed to optimize solvent recovery, offering features such as high cooling capacity and reliable performance at ultra-low temperatures. This not only enhances the quality of your extracts but also significantly reduces the costs associated with solvent purchase and disposal.
Efficient solvent recovery contributes to a more sustainable and environmentally friendly extraction process. By minimizing solvent waste, you reduce your operations’ environmental impact, aligning with industry best practices and regulatory requirements.
By incorporating our advanced extraction chillers into your solvent recovery system, you are investing in a solution that delivers both economic and environmental benefits, supporting the long-term success and sustainability of your operations.
![]() Heat transfer fluids are integral to the operation of extraction chillers, playing a critical role in maintaining the required temperatures throughout the extraction process. These fluids circulate within the chiller system, absorbing heat from the extraction environment and dissipating it efficiently to ensure optimal cooling.
Heat transfer fluids are integral to the operation of extraction chillers, playing a critical role in maintaining the required temperatures throughout the extraction process. These fluids circulate within the chiller system, absorbing heat from the extraction environment and dissipating it efficiently to ensure optimal cooling.
Selecting the right heat transfer fluid is essential for achieving the desired ultra-low temperatures and ensuring the stability and efficiency of the extraction process. Different fluids have varying thermal properties, and choosing the appropriate one depends on the specific requirements of your extraction application.
When dealing with botanical and cannabis extraction, maintaining ultra-low temperatures is often necessary to preserve the integrity of sensitive compounds and improve the overall quality of the final product. Heat transfer fluids designed for ultra-low temperatures are specifically formulated to perform under these extreme conditions, ensuring consistent cooling and reliable operation.
At AG-Optimists, we offer a range of heat transfer fluids that are optimized for use in our extraction chillers. These fluids provide excellent thermal stability, low viscosity, and high heat transfer efficiency, making them ideal for ultra-low temperature applications.
By choosing the right heat transfer fluid for your extraction chiller, you can achieve optimal performance, maintain ultra-low temperatures, and ensure the efficiency and reliability of your extraction process. Our team at AG-Optimists is here to help you select the best fluid for your specific needs, providing expert guidance and support to ensure your operations run smoothly and efficiently.







